Do you have a one-of-a-kind creative vision, and want to turn it into tangible reality? Screen printing is the definitive technology to help you craft truly unique, custom t-shirts. Compared to digital printing, screen printing delivers unmatched durability and long-lasting performance — which is exactly why established apparel brands consistently choose it to build their standout, market-leading clothing lines.
If you’re a fashion startup ready to launch your perfect t-shirt collection, developing a deep understanding of the factory-scale silkscreen printing process is absolutely critical. Building a successful screen printing clothing brand requires you to avoid costly, avoidable mistakes that can derail your launch, erode your margins, and damage your emerging brand reputation.
In this guide on how to print silkscreen t-shirts, we’ll take you on an in-depth exploration of professional screen printing craftsmanship, and reveal why leveraging OEM T-shirt screen printing is the smartest strategic move to drive sustainable, scalable growth for your custom apparel brand.
What is Silkscreen Printing?

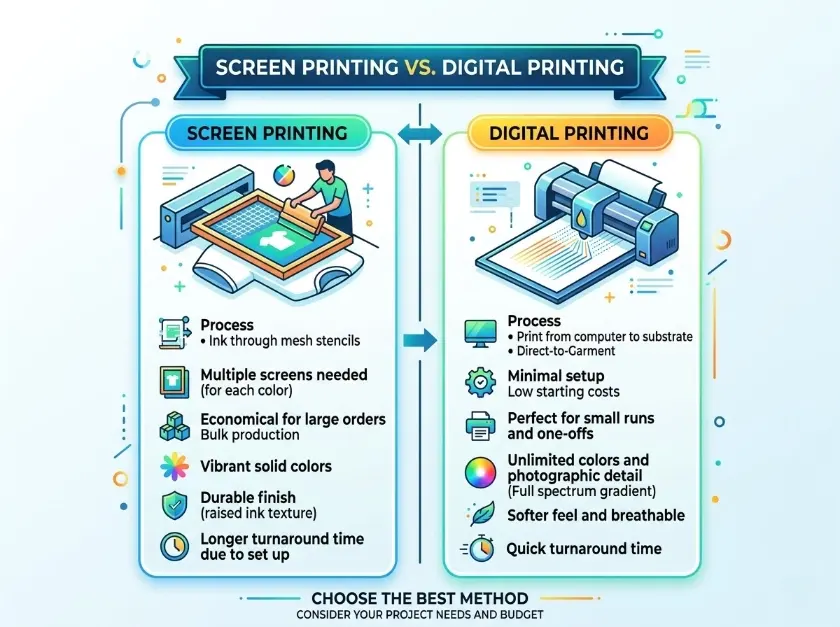
At its core, silkscreen printing is a printing technique that transfers ink onto fabric by pushing it through a mesh screen fitted with a custom stencil. Since only one color can be printed in a single pass, creating a multi-color design requires multiple separate mesh screens, with the final artwork built up through sequential layered printing.
In practical operation, a squeegee is used to press and transfer ink onto the surface of the substrate through the screen stencil with a precision cut-out design. Non-design areas are completely blocked off by the stencil to prevent ink bleed-through, resulting in a crisp, consistent, and stable printed pattern.
This technique originally used silk as the core mesh material, which is where the English name “Silkscreen Printing” derives from. Today, for both commercial mass production and artisanal handcrafting, the industry has largely switched to more durable polyester or nylon mesh with dimensionally stable tension. These materials not only come with a lower cost, but also deliver far more predictable and controllable printing results.
3 Key Reasons Apparel Brands Prefer Screen Printing
For professional apparel brands, even as innovative digital printing technologies continue to emerge, their enduring preference for silkscreen printing is not a sign of outdated thinking. Instead, it is driven by three unrivaled core advantages:
- Unmatched Durability: Ink penetrates deep into fabric fibers and bonds permanently via heat curing, delivering far better wash fastness than surface-only digital printing. Designs resist cracking, peeling, and fading through frequent wear and washing — ideal for children’s wear, and eliminating returns and complaints at the source.
- Scalable Cost Advantage: After one-time upfront screen setup, mass production is highly efficient, with strong economies of scale. Per-unit costs drop dramatically as order volume rises, and are far lower than POD once the MOQ threshold is met — perfectly suited for seasonal collections and full-line mass production.
- Precision Color Reproduction: Exact Pantone color matching ensures zero batch-to-batch variation, guaranteeing consistent brand visual identity with accuracy unachievable with DTG printing. It also supports specialty effects like puff, metallic, and glow-in-the-dark finishes, and integrates with sequin embroidery to create differentiated premium products with higher margins.
The Step-by-Step Process: How to Print Silkscreen T-Shirts
When partnering with a professional custom apparel manufacturer, the screen printing process is far more complex than simple at-home DIY operations. To ensure bulk orders meet retail-ready, premium quality standards, factory facilities rely on precision machinery, strict environmental controls, and scientific color matching technology.
Below is the complete 6-step commercial screen printing workflow used in professional T-Shirt Manufacturing, from initial concept to finished, shelf-ready product:
Step 1: Artwork Preparation & Precision Color Separation
In commercial OEM manufacturing, the process begins long before ink touches fabric. Your design artwork must be supplied in a high-resolution vector format (such as Adobe Illustrator or EPS files), the only file type that guarantees crisp, scalable results for mass production.
Since every individual color in the design requires a dedicated screen, the factory’s pre-press team uses professional software to execute color separation — splitting the artwork into individual layers for each unique color. Each separated color layer is then printed as a solid black image onto a transparent film positive, ensuring perfect registration alignment and zero unwanted overlap when the layers are overprinted in the final production run.
Step 2: Mesh Count Selection & Photo Emulsion Coating

A high-quality print starts with a perfectly fabricated screen. The garment factory will select a screen with a specific mesh count (the density of threads per square inch) based on the level of detail in your design and the type of ink being used.
Lower mesh counts allow thicker, high-viscosity inks (like plastisol) to pass through easily, ideal for bold, high-impact streetwear logos and graphics.
Higher mesh counts are engineered to capture fine details in complex artwork, and pair perfectly with thinner, low-viscosity water-based inks.
Once the correct screen is selected, technicians apply a uniform, even coat of light-reactive photo emulsion to the mesh in a controlled darkroom environment, then leave it to cure fully in a light-free space to avoid premature exposure.
Step 3: UV Exposure & Screen Development
This is the critical stage where your digital design is transformed into a physical, production-ready screen stencil. The transparent film positive from Step 1 is aligned with pinpoint precision onto the coated, dried screen, then secured onto a vacuum exposure unit.
The screen is then exposed to high-intensity UV light. The UV rays trigger a curing reaction in the emulsion, hardening it permanently — except for the areas blocked by the black ink of your design on the film positive. After exposure, the screen is moved to a washout station, where high-pressure water jets rinse away the unhardened, unexposed emulsion. The result is a perfect, fully porous screen stencil with a precise, sharp hollowed-out pattern — the physical embodiment of your original design.
Step 4: Custom Ink Formulation & Pantone (PMS) Color Matching
Selecting and formulating the correct ink is mission-critical, especially when producing for specific target markets with strict compliance requirements. Professional screen printing technicians custom-mix inks to exact Pantone Matching System (PMS) color formulas, guaranteeing absolute, flawless consistency of your brand’s colors across large bulk orders and repeat production runs.
Plastisol Inks: Deliver vibrant, ultra-high opacity results with exceptional long-term durability. This is the industry standard for streetwear and casual apparel, with excellent stretch and wash fastness.
Water-Based & Discharge Inks: These inks penetrate and bond directly with the fabric fibers, creating an ultra-soft, breathable print with a “no-hand feel” (known as soft-hand printing). As an eco-friendly, non-toxic option, they are a mandatory requirement for premium children’s wear and infant apparel to meet strict global safety standards.
Step 5: Press Setup, Printing & Flash Cure Processing
This is where the production magic happens in the factory floor. The finished screens are carefully calibrated for perfect registration, then mounted onto large, automated rotary printing presses engineered for high-volume mass production. Blank t-shirts are loaded and secured flat onto the press pallets with precision alignment.
A mechanical squeegee then passes over the screen with consistent, calibrated pressure, pushing the custom-mixed ink through the stencil’s hollowed pattern and onto the garment surface with pinpoint accuracy. For multi-color designs, the t-shirt passes through a flash cure unit after each color is printed — a rapid, controlled heat treatment that instantly sets the wet ink. This prevents smudging, bleeding, and cross-contamination between wet ink layers, ensuring crisp, clean results for even the most complex multi-color graphics.
Step 6: Thermal Curing & Rigorous Quality Control (QC)
Printing the t-shirt is only half the process; ensuring the print remains intact through years of washing and wear is the final, most critical step.
Fully printed t-shirts are unloaded from the press and fed through a large commercial conveyor belt dryer. This high-temperature thermal curing process creates a permanent, durable bond between the ink and the fabric fibers, locking in long-term wash fastness and crack resistance.
Before the garments are packed and shipped, a strict quality control (QC) team conducts comprehensive testing on the finished goods, including stretch tests and controlled wash tests. This verifies that the print will not crack, peel, or fade with normal wear and washing, delivering a truly retail-ready, shelf-stable premium product for your brand.
How to Ensure Your Screen Printed Shirts Won’t Fade
To ensure your screen printed T-shirts (especially high-wear garments like children’s apparel) resist fading, the key lies in a combination of professional manufacturing and proper daily aftercare.
During production, it is critical to use inks with high color fastness, and complete full curing in an industrial conveyor dryer with the temperature precisely controlled between 160°C and 180°C. This forms a permanent bond between the ink and the fabric fibers, preventing cracking, peeling, and premature fading.
For consumer care, we recommend turning the garment inside out, washing it in cold water with a mild, neutral detergent, avoiding high-temperature tumble drying, and never ironing directly on the printed area. Only when professional curing craftsmanship is paired with gentle care practices can your screen print stay vibrant and look brand new for years to come.
Screen Printing vs. Other Popular Apparel Decoration Methods
When analyzing DIY screen printing vs OEM manufacturing or comparing different print techniques, selecting the right method is critical for your margins.
| Printing Method | Best For (Order Type) | Durability & Wash Fastness | Cost-Effectiveness for Bulk (OEM) | Kidswear Suitability |
| Silkscreen Printing | Bulk orders, large scaling brands, simple to mid-complex graphics. | Highest. Permanent bond with fabric; resists fading and cracking for years. | Excellent. Most profitable method once Minimum Order Quantity (MOQ) is met. | Perfect. Water-based inks offer a soft-hand, breathable, and safe finish for sensitive skin. |
| Direct-to-Garment (DTG) | Small batches, Print-on-Demand (POD), photorealistic designs. | Moderate. Prints sit closer to the surface and may fade faster with heavy washing. | Poor. High cost per unit; margins shrink significantly on large manufacturing runs. | Good. Uses safe water-based inks, but lacks the extreme durability needed for active kids. |
| Heat Transfer (DTF) | Activewear, neck labels, small runs of multi-color designs. | Variable. Prone to peeling or cracking over time if not commercially pressed perfectly. | Moderate. Better than DTG for bulk, but slower and less durable than silkscreen. | Fair. Large prints act like a plastic layer, reducing breathability and comfort for children. |
| Custom Embroidery | High-end boutique wear, heavy hoodies, mixed media (sequins/appliques). | Extremely High. Thread is stitched directly into the garment for a permanent finish. | Premium. Higher cost per unit, but commands a premium retail price for high ROI. | Excellent. Ideal for adding premium texture to party wear and high-end boutique pieces. |
Children’s Apparel Standards: Safety, Soft Printing & OEM Manufacturing
Children’s apparel requires far stricter standards than adult clothing, with safety as the absolute bottom line — especially for screen printing, where standard commercial processes must be fully upgraded. Below are the core pillars of premium custom children’s apparel:
- Global Safety Standard Compliance: Full alignment with Australian AS/NZS, OEKO-TEX® Class 1, CPSIA, and REACH regulations. Printing inks are 100% free of heavy metals, phthalates, and other harmful substances, with full end-to-end quality control to mitigate legal risks for your brand.
- Baby-Grade Soft-Hand Printing for Sensitive Skin: Replaces stiff traditional plastisol inks with water-based or discharge printing. Ink penetrates deep into fabric fibers for a zero-feel, breathable, ultra-soft print, with superior wash fastness to withstand frequent laundering.
- Integrated Craftsmanship for Differentiated Designs: Seamlessly combines screen printing with sequin embroidery, 3D appliqué, puff print, and more. Requires an integrated printing and sewing production line, balancing fashion-forward design with strict children’s safety standards.
Why Your Brand Needs a Professional Children’s Wear “Cut-and-Sew” Partner

Simply sourcing blank T-shirts and sending them to local printers severely limits your brand’s potential. For a flawless finish, relying on custom clothing manufacturer screen printing services is the ultimate strategy for brand growth.
Having a dedicated OEM/ODM partner like HAPA empowers you to build every garment from the ground up with complete autonomy. From selecting fabrics to executing flawless prints that meet international regulatory standards, we manage your entire supply chain.
Proceed to the Next Step: From Design to Reality
Ready to start building your own T-shirt brand? Understanding how to print silkscreen T-shirts is just the first step. Screen printing remains the key process for mass production, delivering unmatched durability.
If you’re focused on T-shirts, finding a professional T-shirt manufacturer is essential. All you need to do is submit your designs and tech packs to them—they handle the mass production and bring your vision to life.
HAPA specializes in premium cut-and-sew craftsmanship. From selecting the perfect fabrics to executing flawless screen printing and intricate sequin embellishments, we provide comprehensive full-service solutions—especially in the children’s wear sector.
FAQ
What is the process for print silkscreen T-shirts?
Silkscreen printing is a classic technique in the apparel and clothing industry. Ink is pushed through a woven mesh screen directly onto the fabric. Each color needs its own separate screen to create the final design.
What is the best fabric for print silkscreen T-shirts?
100% cotton is the absolute best choice. The natural fibers absorb the thick ink perfectly. Cotton blends also work well, but pure cotton always delivers the sharpest and most vibrant print results.
What is needed for silk screen printing?
To start silk screen printing, the absolute essentials include a mesh screen, a squeegee, specialized fabric ink, and photo emulsion. You will also need a strong light source to “burn” your design into the emulsion-coated screen, and the blank garments you intend to print on.
What’s better, DTF or screen print?
It depends entirely on your order volume and design complexity. Screen printing is better for bulk orders and simple, bold logos because the ink bonds deep into the fabric, making it highly durable and cost-effective at scale. DTF (Direct-to-Film) is better for small batches and highly detailed, full-color designs (like photographs) because it requires no complex screen setup and can be pressed onto almost any material.
How to screen print T-shirts at home for beginners?
Begin by purchasing a basic screen printing starter kit; coat your screen with photo emulsion, place your printed design transparency on top, and expose it to a bright light to create your stencil. Once exposed, wash the unhardened emulsion out with water, dry the screen, lay it flat over your T-shirt, and use a squeegee to firmly pull ink through the mesh.
Is screen printing hard to learn?
The fundamental concept is very easy to grasp, making it a highly accessible and fun DIY project for beginners. However, mastering the process for professional, retail-ready production—which involves perfecting emulsion exposure times, achieving consistent squeegee pressure, and flawlessly aligning multiple colors—requires significant patience and practice.



