I still remember the first time I tried to find an overseas factory for a small activewear line I was helping launch. I had a shortlist of thirty names pulled from Alibaba, a stack of email templates, and absolutely no idea which of those factories would actually ship on time, communicate in plain English, or pass a basic compliance audit. After months of factory visits, sample rounds, and a few expensive lessons, I learned something that every brand founder figures out the hard way: finding the right garment manufacturer in China is less about searching harder and more about knowing exactly what to look for.
This guide is built on that experience — and on insight gathered from sourcing professionals who’ve placed real orders, visited real factories, and managed real production timelines. Whether you’re launching a startup brand, scaling a retail operation, or refreshing your supply chain, the ten manufacturers below have consistently proven themselves on the three criteria that actually matter: quality, compliance, and communication.

Why China Remains the Global Powerhouse for Garment Manufacturing
Before diving into specific factories, let me address the question I hear most from brand founders: “Should I still be sourcing from China?” The honest answer — for most product categories and most brand stages — is yes. Working with a garment manufacturer in China still makes more strategic sense than almost any alternative. That said, the decision deserves real thought, and this breakdown of which country is best for clothing manufacturing gives you a clear, no-fluff comparison before you commit to a sourcing strategy.
Unmatched Scale and Infrastructure
The numbers are hard to argue with. China’s garment industry accounts for over 30% of global clothing exports every year — a share backed by dense manufacturing clusters across Guangdong, Zhejiang, Jiangsu, and Fujian, where spinning, weaving, dyeing, and sewing operations all sit within proximity of each other. These aren’t scattered workshops; they’re massive, integrated industrial zones with purpose-built logistics networks and utility infrastructure designed for high-volume export production.
Beyond garments, China’s manufacturing ecosystem extends to raw fiber producers, fabric mills, trim suppliers, dyehouses, and packaging manufacturers — all within the same clusters. That concentration delivers real advantages for brands: huge order volumes, fast production line changes, and the capacity to serve both fast-fashion retailers and premium labels from within the same ecosystem.
Vertically Integrated Supply Chains from Fiber to Finished Garment
One of the most underappreciated advantages of working with an apparel factory in China is vertical integration. Many of the best Chinese manufacturers for clothing control everything from yarn and raw fabric to finished, packaged garments under one roof. That means fewer intermediaries, better cost control, shorter lead times, and a significantly easier path to implementing sustainability standards or making last-minute design adjustments.
I’ve seen firsthand how much time gets lost when a brand has to coordinate between a separate fabric mill, a dyehouse, a cut-and-sew factory, and a trim supplier. Working with a vertically integrated clothing supplier in China eliminates most of that friction — and gives you a single point of accountability when something needs to be fixed.
World-Class Logistics and Port Infrastructure for Export
China’s export logistics are genuinely world-class. Hub ports like Shanghai, Ningbo–Zhoushan, and Shenzhen consistently rank among the world’s busiest container gateways, offering deep-water berths, frequent sailings to Europe and North America, and streamlined customs processing. For brands building global distribution networks, that infrastructure translates to shorter transit times and more predictable shipping windows — advantages that compound meaningfully when you’re managing seasonal inventory.
Specialized Workforce and Technical Expertise
China has spent decades building a vocational and technical education system directly tied to its manufacturing industry. The result is a workforce with practical skills in pattern making, CAD, automated cutting, and quality control that doesn’t exist at the same scale anywhere else. This human infrastructure sustains China’s edge not just in high-volume commodity production, but in more complex, higher-value garment categories where technical precision is non-negotiable.
It’s also a large part of why so many global labels continue to choose Chinese apparel factories — not just for cost, but for capability. Here’s a deeper look at why top brands choose clothing factories in China if you want to understand the full picture before finalizing your sourcing strategy.
How I Selected the 10 Best Garment Manufacturers in China
Not every factory that markets itself as “the best” can back that claim up — and I’ve visited enough facilities to know that the gap between a polished website and an actual production floor can be enormous. My selection process cut through the marketing by evaluating each manufacturer against seven criteria that directly affect your brand’s quality, timeline, and margins.
- Production Capacity & Infrastructure — Factory floor size, machinery modernity, and output capability. A manufacturer worth your business should handle your current order volume comfortably and scale alongside your growth without compromising lead times.
- OEM/ODM Customization Depth — Beyond basic cut-and-sew, I evaluated each factory’s genuine ability to develop original designs, adapt existing tech packs, and deliver finished products that accurately reflect a brand’s creative vision — not a generic interpretation of it.
- MOQ Flexibility — High minimum order quantities lock out emerging brands before they can find their footing. I prioritized manufacturers willing to accommodate lower MOQs for new clients, making professional-quality production genuinely accessible at earlier brand stages.
- Quality Control Systems — Consistent quality doesn’t happen by accident. Each manufacturer was evaluated on internal QC processes, including in-line inspections, pre-shipment checks, and defect rate tracking — because a single bad batch can seriously damage your brand’s reputation.
- Certifications & Ethical Compliance — I verified certifications including ISO, OEKO-TEX, GOTS, and BSCI alongside available audit records. Today’s retail buyers increasingly demand supply chain transparency, and certified manufacturers protect your brand on both fronts.
- Export Experience & Communication — A technically capable factory that communicates poorly is still a liability. I examined each manufacturer’s export track record, English-language proficiency, and ability to manage international client expectations without constant follow-up from your team.
- Client Reviews & Reorder Rates — Nothing validates reliability quite like repeat business. I analyzed verified buyer reviews, platform ratings, and reorder rates, because consistent repeat orders signal the kind of trust a single successful shipment alone can’t confirm.
The 10 Best Garment Manufacturers in China (2026)

1. Appareify — Best Overall Full-Package Manufacturer
Website: appareify.com
Founded in 2017, Appareify has built a well-earned reputation as one of China’s most dependable full-package garment manufacturers. Operating out of Shenzhen with a monthly output exceeding 400,000 pieces, the company exports to clients in over 50 countries across North America, Europe, and Asia — a reach that speaks directly to its production reliability and international communication capability.
What genuinely sets Appareify apart is its commitment to sustainable manufacturing. The company actively incorporates eco-friendly materials — organic cotton, recycled polyester, bamboo fabric, and hemp fiber — while maintaining the ethical labor standards that increasingly conscious global buyers expect. For brands that need everything handled under one roof, from initial concept through to packaged, delivery-ready product, Appareify delivers with consistency.
- Main Products: T-shirts, hoodies, activewear, swimwear, loungewear, lingerie, kidswear, and uniforms
- MOQ: From 100 pieces per style
- Services: End-to-end OEM/ODM production, private label, custom fabric sourcing, logo branding, screen printing, embroidery, sublimation, and sustainable material options; lead times typically 7–20 days
- Ideal For: Startups, DTC fashion brands, and established retailers seeking a reliable all-in-one manufacturing partner with strong sustainability credentials and accessible entry-level MOQs

2. AEL Apparel — Best for Eco-Friendly Custom Clothing
Website: aelapparel.com
AEL Apparel operates under the larger AEL Group umbrella and has built a distinct reputation for pairing premium craftsmanship with genuine sustainability — not as a marketing talking point, but as a core part of how the business actually runs. With a global client base spanning more than 50 countries, the company brings seasoned export experience to every order it handles.
One of AEL’s most practical strengths is speed. Standard production turnaround runs 7 to 20 working days, and for time-sensitive orders, the team can mobilize a rush delivery in as little as three days — a capability that genuinely matters when a brand is chasing a product launch or a tight seasonal window. Their across-the-board garment coverage, from men’s and women’s to children’s apparel, makes AEL a versatile clothing supplier in China for brands building multi-category collections.
- Main Products: Casual wear, T-shirts, activewear, outerwear, children’s clothing, and lifestyle garments for men, women, and kids
- MOQ: From 100 pieces
- Services: Full OEM/ODM services, private labeling, eco-friendly and sustainable material selection, design support, in-house QC inspection at every production stage, and rush production capability
- Ideal For: Eco-conscious brands, multi-category retailers, and buyers who prioritize fast turnaround without sacrificing garment quality or ethical sourcing standards
3. HAPA — Best Manufacturer for Children’s & Kidswear Apparel
Website: hapagarments.com
HAPA is a specialist children’s clothing manufacturer with 15 years of focused experience producing kidswear for boutique owners, global retailers, and private-label brands. That specialization matters enormously — producing garments for children requires a different level of material scrutiny, safety certification, and size accuracy than adult apparel, and HAPA’s entire operation is built around getting those details right on every single order.
The company maintains an in-house design team of 20 professionals and a working catalogue of over 3,000 styles, giving buyers both creative depth and the flexibility to adapt existing designs or develop entirely new collections from scratch. Sustainability credentials are equally strong — HAPA prioritizes organic cotton, bamboo, and recycled fibers, and holds independently audited certifications that give brands the confidence to market their products to ethically minded consumers without hesitation.
- Main Products: Children’s clothing across all categories — casual wear, schoolwear, outerwear, sleepwear, sportswear, and occasion wear for toddlers through older children
- MOQ: From 100 pieces per style (sizes can be mixed within an order)
- Services: Full OEM/ODM services, custom screen printing, sublimation, embroidery, private labeling, sustainable and organic material sourcing; sampling in 3–7 days, bulk production in 15–20 days post-approval
- Ideal For: Children’s apparel brands, boutique retailers, baby clothing startups, and established kidswear labels looking for a certified, sustainability-focused manufacturing partner

4. Hongyu Apparel — Best for Startup Brands & Flexible Custom Design
Website: hongyuapparel.com
Hongyu Apparel has been in the garment manufacturing business since 2003, and over two decades of experience show in how practically the company operates. Rather than applying a rigid production model to every client, Hongyu works collaboratively — starting from wherever you are in your product development journey, whether that’s a finished tech pack, a rough sketch, or simply a creative direction you’d like the factory to help develop.
What makes Hongyu particularly relevant for emerging brands is the combination of a 50-piece MOQ and a comprehensive service structure covering fabric sourcing, sample development, labeling, and final delivery. That end-to-end support removes much of the complexity that overwhelms first-time brand founders — and does so at a price point that doesn’t demand the kind of upfront inventory commitment that can sink a brand before it finds its footing.
- Main Products: Women’s, men’s, and children’s clothing including dresses, tops, shirts, sportswear, swimwear, jackets, and casual wear
- MOQ: From 50 pieces (mix of sizes and styles)
- Services: Custom design from scratch, OEM/ODM, private labeling, fabric sourcing, embroidery, screen printing, logo application, full production management, and shipping coordination
- Ideal For: New brand founders, small retailers, independent designers, and established clothing labels looking for a flexible partner with genuinely low MOQ thresholds and responsive design collaboration

5. Modaknits — Best for Activewear & Athleisure Production
Website: modaknits.com
Established in 2008, Modaknits has spent over 15 years sharpening its focus on a specific corner of the apparel market — and that focus pays real dividends for the brands that work with them. The factory operates five dedicated production lines with a technical team of over 100 professionals, delivering a monthly output of 180,000 pieces and introducing more than 300 fresh designs every month to keep pace with the fast-moving activewear and athleisure space.
The caliber of Modaknits’ client list speaks volumes. Lululemon, Columbia, Outdoor Voices, and Bo+Tee are among the brands that have worked with this manufacturer — a roster that reflects both strong technical capability and rigorous quality standards. ISO, SEDEX, BSCI, SGS, and OEKO-TEX Standard 100 certifications round out a compliance profile that holds up against even the most demanding retail buyers.
- Main Products: T-shirts, sweatshirts, hoodies, tracksuits, activewear sets, yoga wear, and performance sportswear for men and women
- MOQ: From 100 pieces per design
- Services: OEM/ODM production, custom fabric and design development, private labeling, 3-day sample turnaround, gang-run and individual piece inspections, garment washing, and packaging customization
- Ideal For: Activewear brands, athleisure labels, fitness-focused retailers, and global brands requiring certified, high-capacity manufacturing with a proven track record at premium quality levels

6. Ninghow Apparel — Best for Startup-Friendly Low-MOQ Manufacturing
Website: ninghowapparel.com
Ninghow Apparel was built with the small brand in mind — and that design philosophy shows up in nearly every aspect of how the company operates. Based in Shenzhen with direct access to Guangdong’s dense textile supplier network, Ninghow offers low MOQs, fast sampling cycles of just 5–7 business days, and a full-service support structure that walks new clients through the production process rather than leaving them to navigate it alone.
For US-based brands navigating the tariff environment that emerged in 2025, Ninghow’s DDP and PPD (Delivered Duty Paid) shipping options remove one of the most common friction points in China sourcing. Coupled with an English-speaking international team available for real-time communication, the factory removes many of the coordination barriers that make smaller brands hesitant to work with apparel factories in China in the first place.
- Main Products: Polo shirts, T-shirts, hoodies, shorts, beachwear, sportswear, uniforms, and custom branded casual wear
- MOQ: From 100 pieces per style (flexible depending on product type)
- Services: Full OEM/ODM, tech pack development, fabric sourcing, private labeling, custom woven labels, packaging design, and DDP/PPD shipping to the US; 5–7 day sampling turnaround
- Ideal For: First-time brand founders, e-commerce startups, small-batch fashion labels, and any brand that wants hands-on production support without committing to high minimum order volumes
7. Yotex Apparel — Best for Functional Outdoor & Performance Activewear
Website: yotex-apparel.com
Founded in 2015 and backed by East China University of Science and Technology, Yotex Apparel was built by a team of fashion design engineers who spent years specializing in functional garment development — and that technical DNA is evident in everything the factory produces. With dual bases in Shanghai and Fujian, Yotex operates a vertically integrated production model that gives brands unusually tight control over quality from raw material selection right through to finished garment.
The factory’s specialty is functional apparel — the category where fabric performance specifications, construction precision, and quality control tolerance matter most. Windbreaker jackets, printed leggings, outdoor soft-shell, active tops, and swimwear all represent areas where Yotex’s technical team genuinely earns its positioning as a premium mid-to-upper-tier garment manufacturer in China for brands in the US and European markets. ISO 9001 and OEKO-TEX certifications support the quality claims with independently verified credentials.
- Main Products: Activewear, sportswear, outdoor jackets, swimwear, seamless garments, yoga wear, streetwear, leggings, and technical outerwear
- MOQ: From 100 pieces per design
- Services: OEM/ODM one-stop full-package service, technical fabric consultation, custom design development, private labeling, sublimation printing, door-to-door logistics via DHL, FedEx, and UPS
- Ideal For: Outdoor and activewear brands, performance sportswear labels, fitness-focused companies, and international buyers in the US and EU looking for a technically capable mid-to-premium manufacturing partner
8. D&J Garment — Best for Luxury Swimwear & High-Fashion Activewear
Website: dandj.cn
D&J was founded in 2009 by a husband-and-wife team — Danny and Jennifer — whose initials gave the company its name and whose shared vision shaped its culture. What started as a small family enterprise has grown into a multi-subsidiary group of around 500 people, with operations spanning two owned factories in Dongguan, a foreign trade headquarters, and an overseas factory in Cambodia for brands that require tariff-advantaged production options.
The company’s positioning is deliberately at the premium end of the market. D&J specializes in luxury swimwear and high-fashion activewear — categories where fabric performance, construction precision, and finish quality directly influence a brand’s retail credibility. GRS (Global Recycled Standard) certified and regularly exporting to brands in the USA, Australia, and Europe, D&J reflects the kind of international compliance capability you should expect when evaluating Chinese manufacturers for clothing at the premium tier.
- Main Products: Luxury swimwear, activewear, yoga wear, sports bras, casual wear, dresses, tops, bottoms, and jumpsuits for women
- MOQ: From 300 pieces per style per color (flexible depending on client relationship and product)
- Services: Full OEM/ODM production, raw material development, in-house pattern room, technical design, laser cutting, placement print cutting, private labeling, and global export to US, AU, and EU markets
- Ideal For: Premium swimwear brands, high-fashion activewear labels, and established retailers sourcing quality-focused women’s collections who need a certified, experienced manufacturing partner

9. Miqi Apparel — Best for Premium Yoga & Fitness Wear
Website: miqiapparel.com
Established in 2013, Miqi Apparel has grown steadily into one of Guangzhou’s most recognized garment manufacturers in China for the yoga and fitness wear segment. With over 200 skilled workers across two factories, a monthly production capacity of 600,000 pieces, and an annual export value exceeding USD 12.7 million, the numbers reflect a business that has found its market and learned how to serve it exceptionally well.
Miqi’s strength is depth of specialization rather than breadth of product range. The factory focuses intently on yoga wear, sports bras, leggings, gym sets, and fitness apparel — categories where fabric stretch, color retention, seam integrity, and body-conscious fit are genuinely non-negotiable. That focused expertise allows Miqi to offer fabric stocking advantages that improve responsiveness and lead times for regular buyers, while a BSCI-verified social compliance record signals the kind of ethical manufacturing credentials that are increasingly important for international brand partnerships.
- Main Products: Yoga leggings, sports bras, gym sets, fitness wear, activewear tops, shorts, joggers, jackets, hoodies, and bikinis
- MOQ: From 100 pieces per style
- Services: OEM/ODM production, custom design and pattern development, private labeling, logo printing, sublimation, in-house fabric stocking for faster lead times, 7-day fast sample service
- Ideal For: Yoga and fitness brands, women’s activewear labels, e-commerce sellers, and gym apparel retailers who want a deeply specialized manufacturing partner with high-volume capability and BSCI social compliance

10. Doven Garments — Best for Promotional, Uniform & Corporate Apparel
Website: dovengarments.com
Doven Garments occupies a specific and well-executed niche: corporate uniforms, promotional clothing, and branded apparel — where the priorities are consistency, logo accuracy, delivery reliability, and the ability to fulfill large orders on schedule. Operating from a 7,600-square-meter Shenzhen facility equipped with 450 machines and ten dedicated production lines, the factory turns out 1.5 million units per month, making it one of the higher-volume clothing suppliers in China on this list.
Doven holds ISO 9001 certification and applies AQL 1.5/4.0 and 2.5/4.0 quality testing standards across all production runs, supported by a dedicated 30-person QC team. For buyers sourcing branded apparel for corporate events, staff uniforms, or promotional campaigns, that level of structured quality oversight is exactly what prevents the batch inconsistency that can embarrass a brand or create costly fulfillment headaches. Products are exported to markets across North America, Europe, South America, Africa, and Australia.
- Main Products: Polo shirts, T-shirts, promotional shirts, hoodies, sweaters, tracksuits, jackets, windbreakers, vests, knitwear, sportswear, and children’s shirts
- MOQ: From 500 pieces per style
- Services: OEM production, custom logo decoration via silk-screen printing, embroidery, heat transfer, and inkjet printing; AQL quality testing, 25-day delivery on large orders, global shipping
- Ideal For: Corporate clients, event organizers, uniform procurement teams, promotional merchandise buyers, and retailers placing larger-volume branded apparel orders across multiple categories
What to Look for in a Chinese Garment Manufacturer
Choosing the wrong partner can set your brand back significantly — financially, operationally, and reputationally. I’ve seen brands lose entire seasons because they didn’t ask the right questions before placing their first order. Use these criteria to vet any garment manufacturer in China before you commit to a production run.
- Niche category expertise: Prioritize factories with a proven track record in your exact product type, not generalists who claim to do everything equally well
- Transparent quality control: Confirm in-house inspections at pre-production, in-line, and final stages — and ask to see their defect rate documentation
- Realistic MOQ flexibility: Verify stated minimums and ask specifically about reduced rates for startup test runs
- Dedicated English-speaking contacts: Ensure responsive project managers who understand your requirements and can communicate without constant clarification loops
- Valid international certifications: Check for up-to-date ISO, CPSIA, GOTS, or SA8000 credentials — and verify them independently where possible
- Proven export track record: Confirm the factory has real experience shipping to your specific region and handling the customs documentation your market requires
If you’re still in the early stages of vetting potential partners, this practical guide on how to find clothing manufacturers walks through the full sourcing process in detail, from B2B platforms to factory audits.
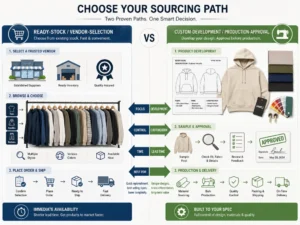
Direct Factory vs. Trading Companies: Which Is Right for You?
This is one of the most common decisions I see brands wrestle with — and the honest answer is that neither option is universally better. Your choice should align with your order size, your in-house bandwidth, and your long-term sourcing goals.
The Pros and Cons of Trading Companies
Trading companies act as intermediaries that aggregate orders, coordinate production across multiple apparel factories in China, and handle logistics on your behalf. They’re a popular starting point for new importers, but come with genuine tradeoffs.
Pros:
- Lower minimum order quantities — often 20–50 pieces per style — by combining orders from multiple small brands
- A practical one-stop solution for mixed product collections that would otherwise require multiple factory relationships
- Fluent English-speaking teams familiar with Western business norms and communication expectations
- Full management of customs paperwork, shipping, and delivery, reducing administrative burden considerably
Cons:
- Typically 15–30% markup per unit, which cuts directly into your margins
- No direct access to production facilities or independent verification of factory credentials
- Risk of quality inconsistency if they switch factories between orders without disclosing it
- Limited control over material sourcing, production timelines, or mid-run adjustments
When to Partner Directly with a Factory
Direct factory relationships make sense when you’re scaling a specific product category and need hands-on control over the details that define your brand. If your entire line hinges on a specific fabric construction or finish quality, you want to stand on the factory floor and work through adjustments directly — not relay notes through a third party who may or may not communicate them accurately.
Direct partnerships strip out the coordination markup, tighten communication loops, and build the kind of institutional knowledge where the factory anticipates your standards before you need to state them. I’ve worked with brands that moved from trading companies to direct factory relationships and immediately saw lead times compress by two to three weeks — simply because the coordination layer was removed.
That said, you need the internal bandwidth to manage it. The factory’s English may be limited. You’ll handle your own logistics, compliance verification, and QA oversight — or pay inspection firms to do it. Go direct when you’ve outgrown broad-spectrum trading support and your volume genuinely justifies the factory’s priority attention.
Some brands also start exploring manufacturing alternatives once they reach a certain scale. If you’re curious about how the options stack up, this side-by-side comparison of Vietnam vs. China garment factories is worth reading before you make any structural sourcing decisions. For most early-to-mid-stage brands, though, the depth of capability within China’s clothing supplier ecosystem remains unmatched.
Conclusion
Selecting the right garment manufacturer in China is, in my experience, the single most consequential decision a fashion brand makes in its early years. The wrong factory — even one with a professional website and a polished Alibaba profile — can drain your budget, delay your launch, and damage the reputation you’re working hard to build. The right one becomes a true manufacturing partner: one that understands your standards, communicates proactively, and grows alongside your brand.
Whether you’re a startup seeking low MOQs and guidance through your first production run, or an established label that needs scalable capacity and certified compliance, the ten manufacturers above represent the most consistently reliable options across a range of product categories and brand stages. Use the criteria in this guide, do your due diligence, and approach every potential partner with clear expectations from the very first conversation.
If you take one thing away from this guide: match your factory to your specific product and stage — not just to the biggest name or the lowest price. That single discipline will save you more time, money, and frustration than any other sourcing decision you make.
FAQ
What is the best clothing manufacturer in China?
There’s no single “best” — the right garment manufacturer in China depends entirely on your product category, order volume, and brand stage. For children’s wear, HAPA is a specialist worth serious consideration, offering OEM/ODM, private label, low MOQs, and a strong focus on safety, durability, and export-grade quality. For startups in activewear or athleisure, Modaknits and Appareify are consistently strong options. Match your factory to your specific garment type and business stage — not just the most recognized name on the list.
How do you find a clothing manufacturer in China?
Start on B2B platforms like Alibaba or Made-in-China using verified supplier filters. Attend the Canton Fair for face-to-face meetings, or hire a local sourcing agent for initial vetting. Always request an audit — in person or via a third-party inspection firm — before committing to a production order, and ask for verifiable references from clients in your specific product category.
How long does garment production take in China?
Expect 30–45 days from confirmed order to ex-factory for standard cut-and-sew production. Knitwear, outerwear, or heavily washed garments can stretch to 60 days. Factor in fabric sourcing and sampling time separately. Chinese New Year adds 3–4 weeks to any timeline, so plan your development calendar around that annual shutdown well in advance.
How much does it cost to manufacture garments in China?
A basic cotton T-shirt typically ranges from $1.50 to $3.00 FOB. Hoodies run $6–$12, leggings $4–$8, and complex outerwear $15–$30 or more. Pricing depends on fabric quality, order quantity, trims, and labor complexity. Always request a transparent, itemized cost breakdown rather than a lump-sum quote — it’s the only way to understand where your margin actually lives and where you have room to negotiate.